
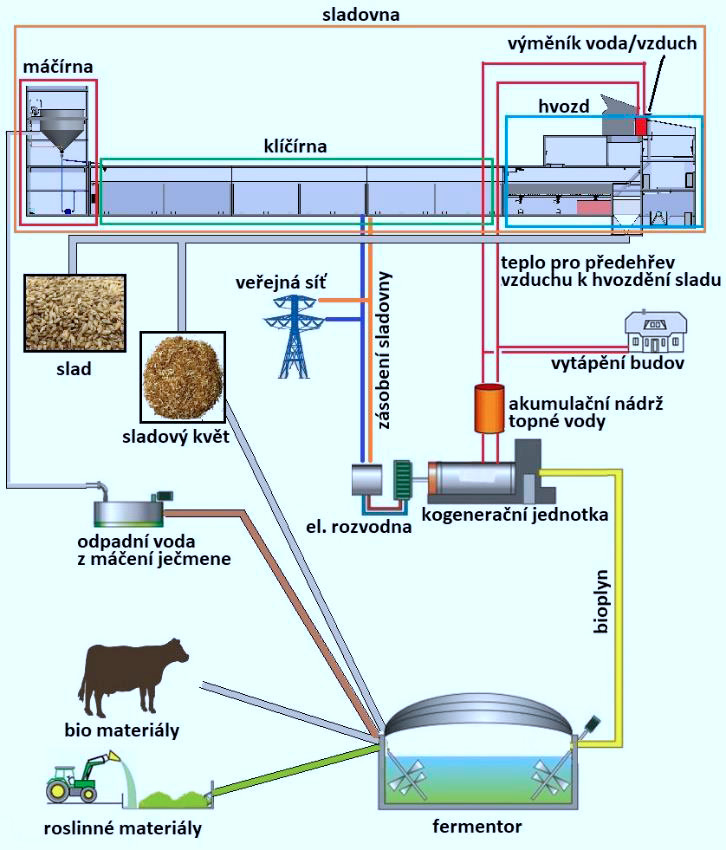



Aktivní spolupráce bioplynových stanic se sladovnickým průmyslem je prospěšná pro obě strany a přináší ekonomický prospěch pro všechny zúčastněné. Obě technologie se vzájemně doplňují a zpracovávají „odpadní část produkce“ té druhé strany. Na následujících řádcích naleznete bližší informace o vzájemné prospěšnosti těchto provozů.
Zemědělské bioplynové stanice zpracovávající kejdu, kukuřičnou siláž a podobně produkují krom elektrické energie i významný podíl tepelné energie. Z pohledu celkové energetické bilance je v mnohých případech tato tepelná energie nezbytným odpadem vznikajícím při výrobě elektrické energie a je mrhána na aktivních chladičích bez dalšího užitku.
Pro vylepšení ekonomické efektivity celé bioplynové stanice se tak nabízí hledání takových zpracovatelských činností, které budou souviset se zemědělskou činností a budou vyžadovat celoroční odběr přebytků tepla vznikajícího právě při výrobě elektrické energie v bioplynových stanicích.
Významnou roli v tomto směru může sehrát rozšíření zemědělského podnikání o výrobu sladu. Toto přináší následující výhody:
Kombinace provozu bioplynové stanice a sladovny pak přináší i zpětný bonus pro bioplynovou stanici a to následující:
Ekonomická smysluplnost výstavby sladovny v blízkosti bioplynové stanice je mnohdy podpořena i skutečností, že podnikatel v zemědělství disponuje i vlastními sily pro uskladnění své produkce ječmene a jiných obilovin. V mnohých případech disponují i kvalitní technologií na čištění a třídění ječmene. Tyto skutečnosti výrazně snižují ekonomické nároky na výstavbu nové sladovny a tím zkracují celkovou dobu návratnosti investic do této technologie.
Ekonomická efektivita výstavby nové sladovny x její denní a roční produkce x potenciální odběr tepla z bioplynové stanice pro hvozdění (sušení) sladu.
Pro zemědělské bioplynové stanice s nominální tepelným výkonem v rozmezí 500 – 1000 kW tepelných se při 18 hodinovém výrobním cyklu sladovny (480 cyklů za 360 provozních dní) nabízí plné využití tepla z KJ v celém rozsahu proběhu KJ (24 hodinový proběh). Díky těmto vlastnostem lze získat oproti komerční sladovně významný ekonomický bonus a to v podobě snížení energetické náročnosti na sušení sladu o více jak 1/3. Nejvíce tepla se spotřebovává v první fázi hvozdění (sušení sladu), než přejde celý hvozdící proces do recirkulace vzduchu. V tuto chvíli běží souběžně jak spotřeba tepla z KJ, tak i výroba tepla spalováním zemního plynu v nepřímém plynovém ohříváku, kde dochází k ohřevu vzduchu na cílovou teplotu. Spotřeba tepla z KJ v tu chvíli kryje zásadní odběr tepelné energie, hořák běží na minimální tepelný výkon. Při postupném nárůstu požadované teploty pro sušení sladu roste i výkon hořáku. Využitelnost tepla z KJ je do doby než dosáhne teplota vzduchu nad lískou (vrstvou sušeného sladu) teploty 55°C. Poté nastává fáze recirkulace, kdy hořák běží na minimum, otáčky ventilátoru se snižují a díky tomu by nebylo možné regulovat tepelný výkon hořáku. Proto v tu chvíli přechází přesun tepla z KJ do akumulačních nádob, popřípadě se omezuje provoz KJ tak, aby neběžely na maximální výkon a šetří se bioplyn do fáze kdy zase bude vyžadována plná spotřeba tepla. Velikost disponibilního tepelného výkonu z KJ, který je zapotřebí mrhat, významně ovlivňuje i navrhovanou velikost sladovny a velikost výrobní šarže. Vhodná výrobní kapacita v kombinaci s tepelným zdrojem v podobě KJ je uvedena v následující přehledové tabulce:
| Velikost výrobní šarže sladovny [t/šarži] | Maximální upotřebitelný tepelný výkon z KJ [kWtep] | Roční výroba sladu [t] |
| 22 | 700 | 10560 |
| 33 | 1000 | 15840 |
| 44 | 1400 | 21120 |
Technologický provoz sladovny zahrnuje tyto provozní soubory:
PS01 – Příjem a čištění ječmene a jiných obilovin pro sladování
PS02.1 – Uskladnění ječmene a jiných obilovin
PS02.2 – Uskladnění vyrobeného sladu
PS03 – Máčírna
PS04 – Klíčírna
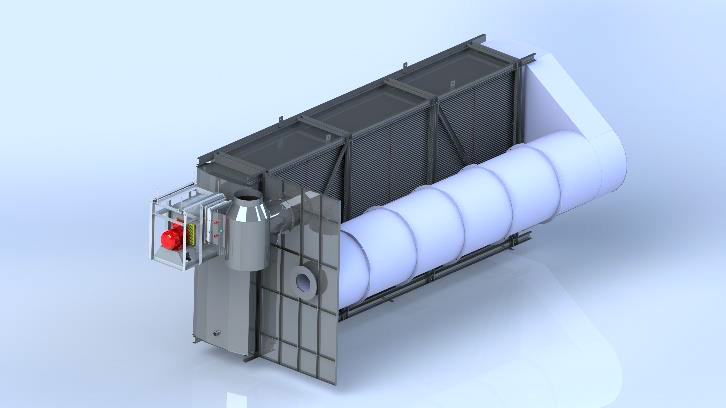
PS05 – Hvozd
PS06 – Odkličování
PS07 – Aspirace prachu
PS08 – Expedice sladu
PS09 – Elektroinstalace a MaR
Mnohé zemědělské provozy některými technologiemi z pohledu příjmu, skladování a expedice disponují. V případě výstavby by se tedy jednalo o vybudování mokrých procesů, tj. PS03, PS04, PS05 a části suchých provozů PS06, PS07, PS08, PS09.
PS01 – Příjem a čištění
Technologie příjmu ječmene zahrnuje vážení, odběr vzorků, předčištění ječmene, finální čištění ječmene. Hodinový výkon příjmu se dimenzuje dle individuální potřeb klienta.
PS02 – Sila na ječmen a sila na slad
Navrhovaná technologie uskladnění ječmene a uskladnění vyrobeného sladu se konfiguruje tak, aby bylo možné uskladnit jednotlivé odrůdy do stejných sil a kvalitativně podobné vyrobené šarže sladu také do samostatných sil. Vzhledem k tomu, že slad je sezónní záležitost a jeho prodej tudíž kopíruje křivku odbytu piva s určitým časovým předstihem, tak se vždy navrhuje vyšší kapacita uskladnění sladu. Z důvodu vysoké obrátkovosti jak ječmene, tak i sladu se sila navrhují s konusovým výpadem, tak aby čištění sil probíhalo co nejrychleji a bez lidského zásahu.
PS03 - Máčírna
Pro účely výroby sladu v 18-ti hodinovém výrobním režimu je zapotřebí využít máčení na 2 výrobní cykly. Toto je nutné z důvodu dodržení technologických časů potřebných pro výrobu sladu od prvního zamočení ječmene do začátku hvozdění. Pro účely máčení se využívají nerezové náduvníky s konusovým dnem.
PS04 – Klíčírna a PS05 – Hvozd
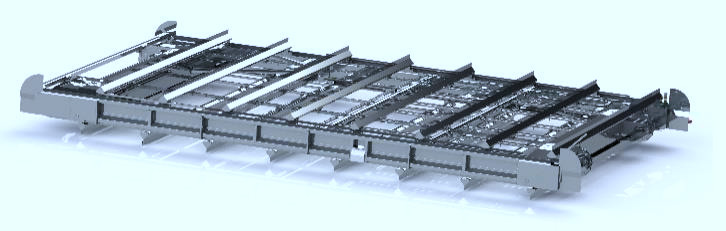
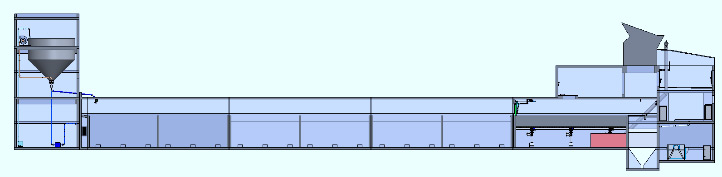
Nejvhodnější technologická linka pro výrobu sladu při velikosti výrobní šarže od 20 do 50 tun sladu na šarži je technologická linka typu LAUSMANN. Její efektivita vychází z poměru ceny/výkonu jednotlivých investic a současně pro ni hovoří minimum nákladů na personální obsluhu a sanitaci dopravních cest.
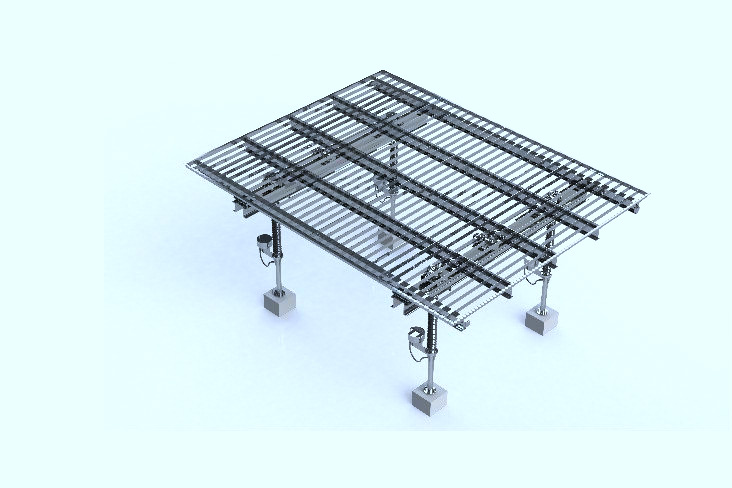
Technologická linka typu LAUSMANN je jeden z typů technologie určené pro výrobu sladu. Principiálně se výrazně liší od jiných technologií a to tím, že zde dochází k obracení sladu pouze při přesunu mezi klíčícími skříněmi. Toto se děje formou „seškrabování jednotlivých vrstev pomocí hrabla“, přičemž dno této linky se postupně zvedá a hrabla která se pohybují stále ve stejné výšce, tak seškrabují jednotlivé vrstvičky, které vznikají zvedáním dna v čase, než dojede další hrablo do místa stěru.
Samotný slad klíčí na pohyblivém perforovaném dnu v železobetonových klíčících skříních. Toto perforované dno se zvedá na silných trapézových šroubech. Do spodní části pod perforované dno se vhání ventilátorem klimatizovaný vzduch, který prostupuje přes klíčící vrstvu sladu. Ke klíčícímu zrnu se tak dostává čerstvý kyslík, odvádí se CO2 a současně se odvádí teplo, které vzniká při klíčení sladu. Díky individuální regulaci teploty vzduchu vháněného pod klíčící skříň se reguluje i teplota v klíčící hromadě, což je potřebné pro kvalitní produkci vyráběného sladu. Příliš vysoká teplota v klíčící hromadě vede ke zvýšeným ztrátám produkce sladu díky zvýšenému množství nárustu kořínků (sladového květu) a současně i ke zvýšení barvy sladu, což je nežádoucí pro výrobu světlých piv Plzeňského typu.
Charakteristické vlastnosti výrobní linky typu LAUSMANN jsou:
Kontinuální linka s jedním místem naskladňování zeleného sladu a jedním místem odsunu odhvozděného sladu
Technologická linka typu LAUSMANN se skládá z 6 klíčících skříní a jedné skříně určené pro hvozdění sladu. Všechny tyto skříně mají své zdvižné ústrojí, které ve spolupráci s jedním přehrnovacím obracečem zajišťuje manipulaci se sladem. Oddělení klíčírny od hvozdu je realizováno velkými vzduchotěsnými vraty, které se otevírají pouze při manipulaci přehrnovacího obraceče sladu se sladem ve hvozdu. Během hvozdění jsou tyto vzduchotěsné vrata uzavřená.
Veškeré zbývající technologické provozy patřící k technologii sladovny se budují dle standartních koncepcí používaných ve sladovnictví.
Navrhovaný výrobní cyklus kalkuluje 18 hodinovou obrátkovost pro výrobu jednotlivých šarží, tj. s výrobou 480 šarží během 360 dní v roce.
Rozměrové charakteristiky železobetonové stavby (vnější rozměry):
Pro výrobu 22 t na šarži (roční výroba 10 560 t sladu):
Pro výrobu 33 t na šarži (roční výroba 15 840 t sladu):
Pro výrobu 44 t na šarži (roční výroba 21 120 t sladu):
Pro výrobu 50 t na šarži (roční výroba 24 000 t sladu):
Po vyhrnutí usušeného sladu do sběrného koše na konci technologické linky končí proces hvozdění.
PS06 – Odkličování
Technologie odkličování začíná vyklízecím redlerem ze sběrného koše. Pro účely tlakového oddělení mezi hvozdem a následnými dopravními cestami se pro zabránění úniku tlakového vzduchu instaluje na výpadu z vyklízecího redleru oddělovací hradítko, které se otevírá pouze v okamžiku, kdy je slad vyklízen ze sběrného koše.
Navazující dopravní cesty dopravují neodkličený slad do místa s odkličovacím šnekem, kde dochází k ulámání sladového květu (narostlé usušené kořínky jednotlivých zrn). Současně zde dochází díky aspiraci prachu a čištění k oddělení tohoto sladového květu od samotných zrn a vyčištěný slad putuje dalšími dopravními cestami do zásobníku na odkličený slad, který je umístěn na tenzometrických vahách.
Druhotný odpad „Sladový květ“, který vzniká při odkličování je hodnotným krmivem. Sladový květ se vyznačuje vysokým podílem dusíkatých látek – zhruba 1 (26%). V porovnání s obilovinami má dvojnásobný obsah dusíkatých látek a vysoký podíl vlákniny. Sladový květ je tudíž vhodným krmivem jak pro hospodářská zvířata, tak i jako vstup do bioplynové stanice. Množství produkovaného sladového květu se pohybuje v rozmezí 3-5% hmotnosti vyrobeného sladu.
Složení sladového květu:
PS07 – Aspirace prachu
Lehké částice (pluchy, osiny a zbytky stébel), obilní prach a prach z pole jsou nežádoucí prvky, které v procesu sladování nemají co dělat a zhoršují kvalitu vyráběného sladu, přičemž současně jsou zdrojem nežádoucích plísní a hniloby. Sladový prach a sladový květ, který vzniká při odkličování usušeného sladu, je také prvek, který se musí oddělit od čistého sladu. Pro oddělení těchto nežádoucích prvků se využívá aspirace prachu, přičemž dochází k odsávání prachu v rámci celých dopravních tras od příjmu až po uskladnění. Jako odsávací místa se volí taková umístění, kde je zrno ve vznosu a kde proud vzduchu je schopen oddělit právě tyto lehké částice.
Z důvodu trasování a optimalizace odsávaných míst se přistupuje k adresnému odsávání, které je řízeno z nadřazeného řídícího. Díky adresnému odsávání prachu jsou minimalizovány velikosti filtrů pro aspiraci prachu a velikosti ventilátorů určených pro aspiraci prachu.
Jímaný odpad v podobě lehkých částí zrn, osin, zbytků stébel, obilného a sladového prachu je dalším potenciálním vstupem do bioplynové stanice.
PS08 – Expedice sladu
Expedice sladu je individuálně řešená na základě technologických požadavků investora. Základní druh expedice sladu tvoří expedice volně loženého sladu s možností doplnění o individuální požadavky, např. pytlovaný slad včetně technologie automatického navažování jednotlivých pytlů, automatického šití a ukládání na paletu.
PS09 – Elektroinstalace a MaR
Navrhovaná část daného provozního souboru začíná na vstupních svorkách rozvaděče NN, který představuje vstup pro elektrickou energii do technologie sladovny. Veškeré navazující silové rozvody, datové rozvody aj. již jsou zahrnuty v technologickém návrhu sladovny.